
- Zwróć każdą oś oryginalną, wykonaj kopię zapasową oprogramowania kontrolera i umieść skompresowany pakiet na dysk flash USB lub komputerze.
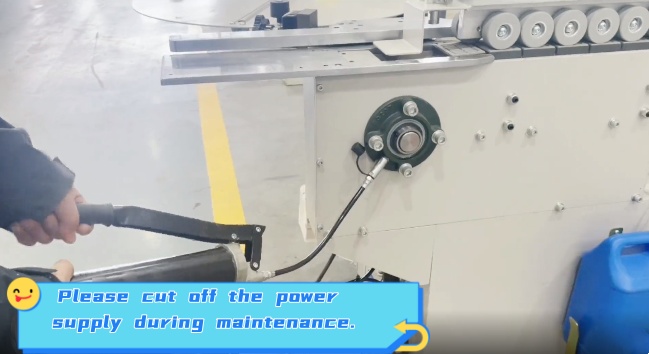
- Oczyść kurz i zanieczyszczenia na stole maszynowym, top stołowy, łańcuch oporu, śruba ołowiowa, stojak i szyna prowadząca gazem, następnie posmaruj stojak i szynę prowadzącą olejem smarującym (maszynowy olej na narzędziu ISO VG-32 ~ 68 jest używany, a masło jest zabronione), aby upewnić się, że na poręczy prowadzącej jest olej na prowadzącym szynie i stojaku, oraz spuścić wodę w separatorze oleju w łóżku.
- Wyczyść zanieczyszczenia na powierzchni zestawu wiertniczego gazem. Pudełko zębate Numerical Control Rig musi być wypełnione olejem smarującym z wypełniacza: smarem smarującego KRUPP L32N.
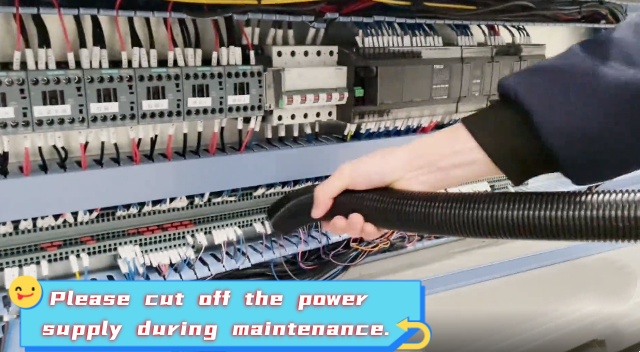
- Odetnij zasilanie skrzynki dystrybucyjnej i oczyść kurz w polu dystrybucji przez odkurzanie (Uwaga: Nie dmuchaj bezpośrednio gazem, podnoszenie kurzu doprowadzi do słabego kontaktu składników elektronicznych). Po oczyszczeniu umieść wysusz w szafce.
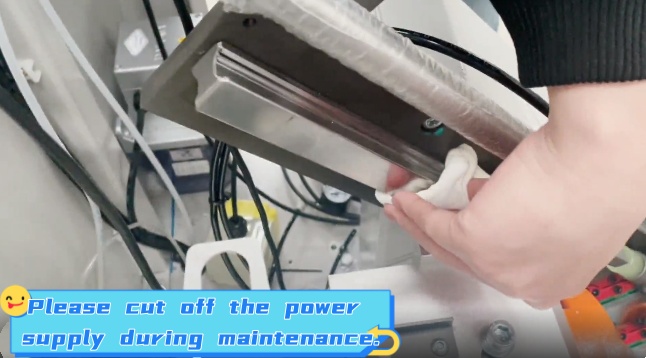
- Wyczyść i utrzymuj obrzeże wrzeciona i uchwyt narzędzi gazem; Wyczyść powierzchnię zwężanego otworu na stawie miękką i czystą szmatką. Ostrożnie wyczyść i utrzymuj powierzchnię stożkową uchwytu narzędzia za pomocą środka odtłuszczającego i nałóż smar po czyszczeniu.
- Pompa próżniowa pompa próżniowa Wyjmij element filtra, dmuchając czysto. Raz sprawdź wysokość arkusza grafitowego. VTLF250,360 nie może być mniejsze niż 41 mm, a VTLF500 nie może być mniejsze niż 60 mm. Wypełnij smarowanie Krupp Amblygon TA-15/2 smarującym smarem 10 cm3.
- Po oczyszczeniu i utrzymaniu całej maszyny sprzęt powinien być odpowiednio owinięty smokiem, aby zapobiec opadaniu popiołu.
Wyślij do nas swoją wiadomość:
Czas postu: 26-2024



