
- Redonu ĉiun akson al la originala punkto, faru sekurkopion de la regila programaro kaj enmetu la kunpremitan pakaĵon en USB -ekbrilon aŭ komputilon.
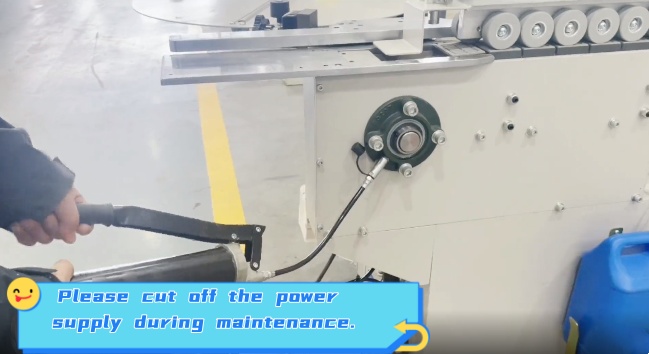
- Purigu la polvon kaj malpuraĵojn sur la maŝina tablo, tablotuko, trenu ĉenon, plumbon, raketu kaj gvidu fervojon kun gaso, tiam brosu la rakedon kaj gvidu fervojon kun lubrikanta oleo (maŝina ilo gvidu fervojon ISO VG-32 ~ 68 estas uzata, kaj butero estas malpermesita) por certigi, ke estas oleo en la gvida fervojo kaj raketo de ĉiu sako, kaj malplenigu la akvon en la gvidilo en la lita ŝvelaĵo.
- Purigu la malpuraĵojn sur la surfaco de la borado per gaso. La ilaro -skatolo de nombra kontrolo -borado devas esti plenigita per lubrikanta oleo de la plenigilo: 5cc Krupp L32N lubrikanta graso.
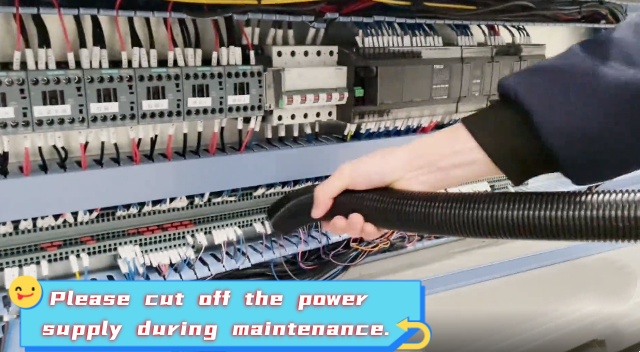
- Tranĉu la nutraĵon de la distribua skatolo, kaj purigu la polvon en la distribua skatolo per malplenigo (notu: ne blovu rekte per gaso, levi polvon kondukos al malbona kontakto de elektronikaj komponentoj). Post purigado, metu desiccant en la kabineton.
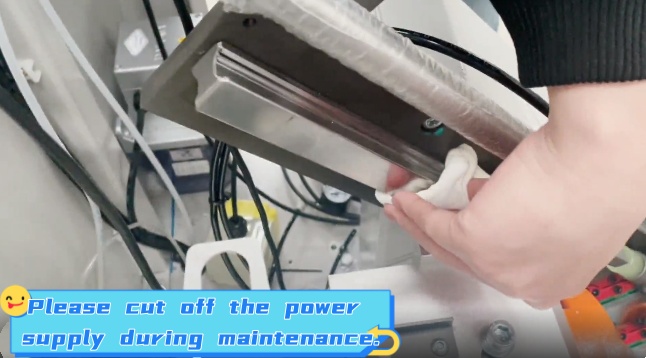
- Purigu kaj konservu la periferion de la ŝpinilo kaj la ilo -tenilo kun gaso; Purigu la surfacon de la tondita truo ĉe la artiko per mola kaj pura ĉifono. Zorge purigu kaj konservu la taper surfacon de la ilo -tenilo kun degelanta agento, kaj apliku lubrikaĵon post purigado.
- Vakua pumpilo Vakua pumpilo Forigu la filtran elementon, blovante puran. Kontrolu la altecon de grafita folio unufoje. VTLF250,360 ne estos malpli ol 41mm kaj VTLF500 ne estos malpli ol 60mm. Plenigu Krupp Amblygon TA-15/2 lubrikantan grason kun 10cc.
- Post kiam la tuta maŝino estas purigita kaj konservita, la ekipaĵo devas esti taŭge envolvita per fumado por malebligi falon de cindro.
Sendu vian mesaĝon al ni:
Afiŝotempo: Jan-26-2024



