
- Dychwelwch bob echel i'r pwynt gwreiddiol, gwneud copi wrth gefn o feddalwedd y rheolydd, a rhowch y pecyn cywasgedig mewn gyriant fflach USB neu gyfrifiadur.
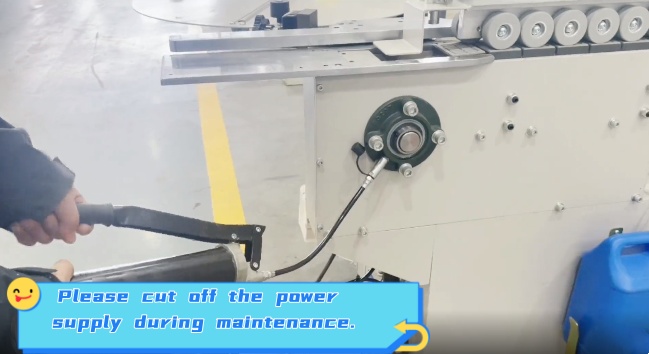
- Glanhewch y llwch a'r amhureddau ar fwrdd y peiriant, top bwrdd, cadwyn llusgo, sgriw plwm, rac a rheilffordd tywys gyda nwy, yna brwsiwch y rac a thywys rheilffordd gydag olew iro (canllaw offeryn peiriant rheilffordd olew rheilffordd ISO VG-32 ~ 68, a gwaharddir menyn) i sicrhau bod olew ar y rhad a draenio yn y rhad ac yn rhwygo bob rhwyg.
- Glanhewch yr amhureddau ar wyneb y rig drilio â nwy. Mae angen llenwi'r blwch gêr o rig drilio rheolaeth rifiadol ag olew iro o'r llenwr: 5cc krupp l32n saim iro.
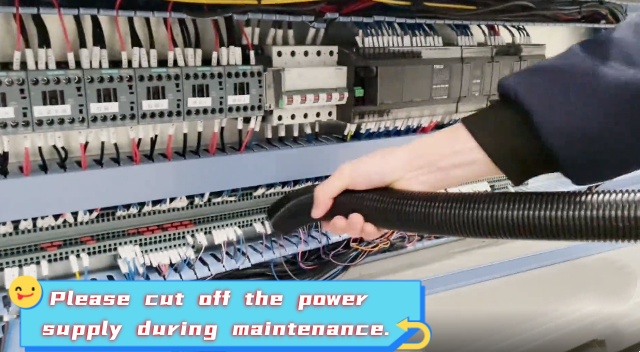
- Torrwch gyflenwad pŵer y blwch dosbarthu i ffwrdd, a glanhau'r llwch yn y blwch dosbarthu trwy hwfro (nodwch: Peidiwch â chwythu'n uniongyrchol â nwy, bydd codi llwch yn arwain at gyswllt gwael â chydrannau electronig). Ar ôl glanhau, rhowch desiccant yn y cabinet.
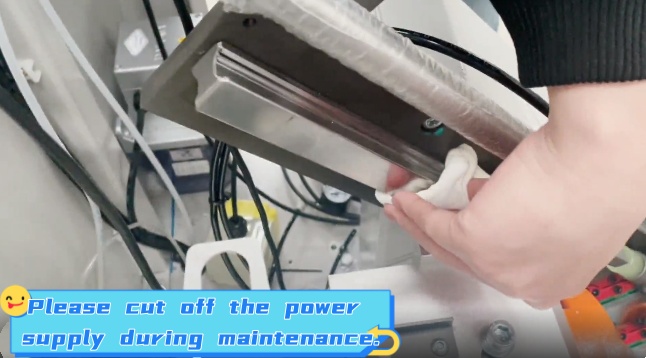
- Glanhewch a chynnal cyrion y werthyd a'r handlen offer â nwy; Glanhewch wyneb y twll taprog yn y cymal gyda rag meddal a glân. Glanhewch yn ofalus a chynnal wyneb tapr yr handlen offer gydag asiant degreasing, a chymhwyso iraid ar ôl ei lanhau.
- Pwmp gwactod Pwmp gwactod Tynnwch yr elfen hidlo, gan chwythu'n lân. Gwiriwch uchder y ddalen graffit unwaith. Ni fydd VTLF250,360 yn llai na 41mm ac ni fydd VTLF500 yn llai na 60mm. Llenwch saim iro Krupp amblygon TA-15/2 gyda 10cc.
- Ar ôl i'r peiriant cyfan gael ei lanhau a'i gynnal, rhaid i'r offer gael ei lapio'n iawn â smoc i atal cwympo yn lludw.
Anfonwch eich neges atom:
Amser Post: Ion-26-2024



